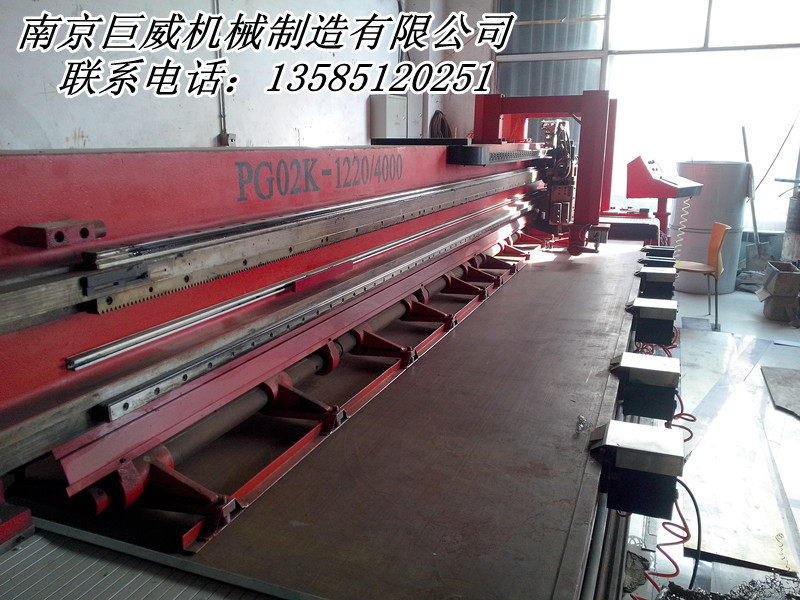





DS0/B2—1220/4000数控金属薄板开槽机
主要配置说明
一.本机床为不锈钢装饰专用加工机床,由固定工作台、横梁及滑架等组成。工作台固定,横梁由伺服电机通过滚珠丝杆副传动沿滚动直线导轨作水平纵向移动,以确定刨削V型槽间距。滑架通过直线导轨副在横梁上作横向往复运动,实现开槽切削主运动,其速度由变频调速器控制,刀架由伺服电机系统控制上下移动,完成开槽切削的深度,气动装置用于工件的定位压紧,以及刀具在切削过程中采用喷雾润滑冷却,保证产品加工质量,提高刀具使用寿命。
数控钣金V槽刨床特征:(全伺服液压数控系统)
1:机床数控系统采用日本三菱数控,性能稳定,功能强大。
2:操作界面为三菱10.5寸彩色触摸屏,中文操作菜单,简单明了,手动、单动、自动等多种工作方式可供选择,可全面满足你的生产要求。人性化设计,易学易操作。
3:主轴:大功率伺服驱动,刨削强劲有力,运行速度快捷,直线滑轨导向稳定,精密滚珠丝杆传动,定位精确,良好的刨削钢性远胜于皮带传动(皮带拖动有弹性,刨削时刀具震动)
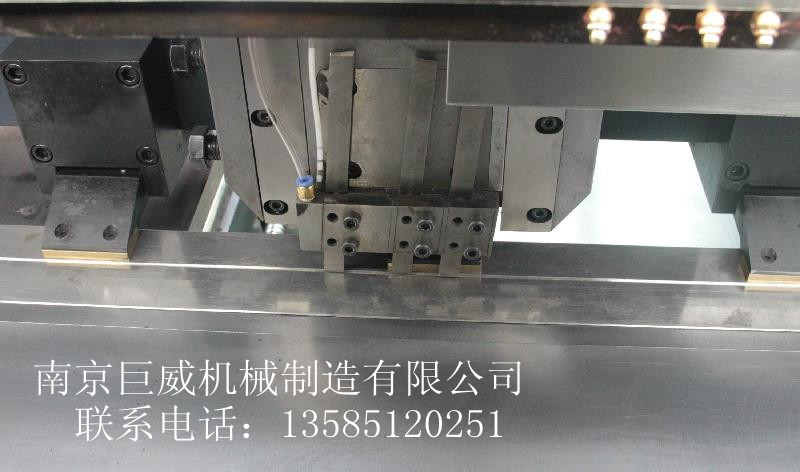
4:刀架:伺服电机驱动,精密滚珠丝杆传动,进刀和退刀速度快,进给量准,加工精度高。V型轨道线条保证刀架的运行强度。
5:后定位:采用两条精密滚珠丝杆通过意大利T型连接器同步传动(有效的解决后定位不平行的问题,许多厂家的是一条丝杆),直线滑轨导向,伺服电机驱动,定位精度高,*小刨槽位置10mm.所有的工件都能一次自动完成。
6:压板和夹钳液压驱动,工件刨削时压着牢固(一般的机床用气压)。液压系统采用台湾原厂件,采用同轴双泵,压板和夹钳独立液压系统,其压力和速度分别可调,电脑集中控制压板和夹钳的工作,只是在压料、夹料时油泵电机才启动,其能耗只有同类产品的50%。
前后都有托料装置,加工时工件不会变形。确保加工精
'











