产品介绍

汽车部件
球型联轴节;防尘盖;踏板刹车器;门锁撞针;衬套
板簧衬套;轴承;防震部件;内外装饰件;防滑链等
机械·工业用部件
各种齿轮;密封件(主要起耐磨和耐油作用);防震部件;取模针;衬套;轴承
盖类;连接器;橡胶筛;印刷胶辊等
服饰辅料
女士文胸肩带、服装松紧带等。
鞋类
垒球鞋、棒球鞋、高尔夫球鞋、足球鞋鞋底及鞋前掌
女士鞋后跟;滑雪靴;安全靴,*鞋底等
其他
自位轮;把手;表带等
管材·软管
高压管;医疗管;油压管;气压管;燃料管;涂敷管
输送管;消防水带等
薄膜·板材
转动带(具有一定的拉伸作用);气垫;膜片;键盘板;复合布等
产品参数
性能项目试验条件[状态]测试方法测试数据数据单位
物理性能
热性能
脆化温度 ASTM D-746-67.8℃维卡软化温度 ASTM D-1525 3106℃
热塑性聚氨酯弹性体(Thermoplastic polyurethane) :
所谓弹性体是指玻璃化温度低于室温度,断裂伸长率>50%,外力撤除后复原性比较好的高分子材料。聚氨酯弹性体是弹性体中比较特殊的一大类,聚氨酯弹性体的硬度范围很宽,性能范围很宽,所以聚氨酯弹性体是介于橡胶和塑料的一类高分子材料。
可加热塑化,化学结构上没有或很少交联,其分子基本是线性的,然而却存在一定的物理交联。这类聚氨酯称为TPU 。
特性
1、耐磨性能
当材料在使用过程中经常受摩擦、刮磨、研挫等机械作用,会引起其表面逐步磨损,因此材料的选择磨耗性显得非常重要。TPU塑胶原料耐磨性能优异,较天然橡胶耐磨五倍以上,是耐磨制品*的材料之一。
2、拉伸性能
拉伸强度高达70MPa ,断裂伸长率可高达1000%。
3、撕裂性能
弹性体在应用时由于产生裂口扩大而使之破坏称为撕裂,撕裂强度就是材料抵抗撕裂作用的能力;一般而言TPU具有较高的抗撕裂能力,撕裂强度与一些常用的橡塑胶比较是非常优异的。
4、屈折性能
很多塑胶材料在重复的周期性应力作用下容易产生断裂,TPU制品在不同环境下都可以保持*的耐屈折特性,为高分子材料中*佳选择之一。
5、耐水解性能
TPU在浑浊下耐水性能是良好的,1~2年内不会发生明显水解,尤其以聚醚系列更佳。聚酯系列在50℃的水中浸泡半年或70℃浸泡3周或100℃浸泡3~4天,会完全分解,这是TPU适合作为环保材料的原因之一,需经常性与水接触之产品,则建议使用聚醚系列。
6、抗高温与抗氧化性能
一般的塑胶原料长期在70℃以上的环境下容易氧化,TPU抗氧化能力良好;一般而言TPU耐温性可达120℃。
7、耐油与耐药品性能
TPU为一种强极性的高分子材料,和非极性矿物油的亲和性很小,在燃料油(如煤油、汽油)和机械油(如液压油、机油、润滑油等)中几乎不受侵蚀;其中,TPU产品中又以聚酯系列的产品耐油性较佳;TPU薄膜及片材对于油脂的体积变化很小,抗张强度甚至比原初始值更高;需要注意的是在矿物油中若含有少量的水分时,会对薄膜物性产生不同程度的负面影响。
8、低温性能
TPU有非常好的耐低温性能,通常能达到-50℃,可取代一般PVC因低温脆化而无法应用的各个领域,特别适合用在寒带相关的种类制品。
9、气密性
TPU非常容易利用高周波或是热压来熔接,因此*应用在充气制品上。气体系数是指在一定温度和压力下,气体透过试样规定面积的速率,同一材料对不同气体的透过率有时差异很大。一般来说,聚酯系列制品气密性比聚醚系列更好。
10、生物医学性能
TPU具有*的生物相容性、无毒、无过敏反应性、无局部刺激性、无致热源性,因此*应用在医疗、卫生等相关产品以及运动、保护器材上。[1]
TPU塑胶原料应用范围
TPU已被*应用于:鞋材、成衣、充气玩具、水上及水下之运动器材、医疗器材、健身器材、汽车椅座材料、雨伞、皮箱、皮包等。
TPU薄膜在运动鞋上应用极*:鞋底及鞋面上的商标装饰、气囊、气垫、油包等。而今,TPU薄膜在运动鞋上应用又有两种趋势:
一是由耐克运动鞋所刮起的流行风,即是将TPU薄膜先网版印刷上色,再以高周波成形并粘合在鞋面上做装饰,以取得特殊的装饰效果。
二是利用防水透湿的TPU薄膜与鞋材用布贴合使用,以达到防水透湿之效果
TPU塑胶原料概述与定义:工程塑料的定义就是可以代替金属制品的塑胶原料,它的耐温至少到达100度,*高可以达到1000度,它本色重量很轻,有良好的刚性,通过改性可以达到很多种物理特性,一般的塑胶原料的来源都是以石油而提炼出来的化学品。是经过聚合反应得到的高分子树脂。加强工程塑料防火的添加剂有:卤素及非卤素(磷酸脂)防火剂。化学性能增强 :安定剂、抗氧化剂、表面处理改质剂。物理性能增强可添加::玻璃纤维、碳纤维、矿物质等 …。
TPU塑胶原料原料与水口:原料就是直接从石油里面提炼出来从来没加工的料,水口是经过一次高温成型的塑料,原料的化学性能稳定,物理性能良好,水口的物理性比原料要差的多,容易脆,比较易开裂,韧性远比不上原料,它的成型次数越多它的料性就越脆。原料与水口的分辨:从颜色上来区分水口料比例大的产品易发黄发黑。水口料做不出透明产品,做普通产品水口料的比率不能大于35%,要求低的产品水口料可以到达100%。其次水口料做大产品断口位发黑。
TPU塑胶原料加工的简介:浇注系统说明,浇注系统是指模具中从注机喷嘴开始到型腔为止的塑料流动通道。浇注系统在几大系统中最为重要。设计浇注系统的基本原则﹕在满足塑料产品质量的同时 ﹐还应有利于提高成型速度来缩短成型周期。有主流道、分流道、浇口及冷料井组成。从注射机喷嘴至模具模穴的熔融塑料路径称之为流道 ,其中 ,浇口套内塑料流道称之为主流道 ,其余部分称为分流道。分流道末端通向模穴的节流孔称之为浇口 ,在不通向模穴的分流道的末端设置冷料井。
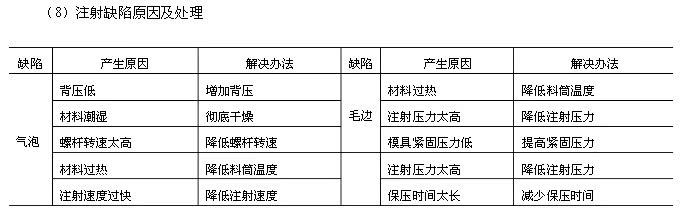
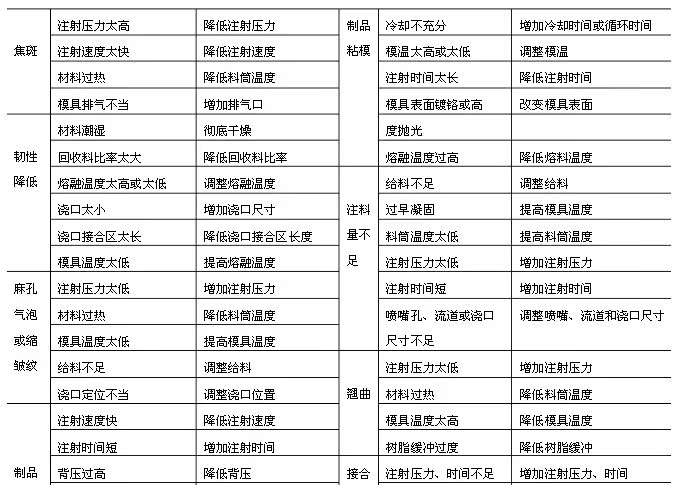
TPU塑胶原料射出成型时注意:射出成型各种不良现象发生的原因其主要因素有以下五点,1塑胶原料本身的性质差异所致者,2成型条件如温度,压力,射速等设定不当所致者,3成型模具设计或制作有缺陷所致者,4成型品形状、厚度等设计不良所致者,5射出成型机选用不当,能力不足所致者,其实射出成型不良的原因并不简单,通常是由上述因素多项交错而引起,对于不良原因的判定有赖作业人员的经验与技术 .模穴充填过程。建议加工时可以先咨询相关的专业人员,以减少损失成本。
TPU美国杜邦塑胶原料市场应用:从我们自己穿的鞋子至日用品,大至电器,汽车上面,航空领域,卫星等都离不开塑胶,随着城市建设和农业生产工厂化的发展,我国就单pc来说一年的需求量达到26万吨左右,随着工业的跟生活的需要塑胶原料的需求量日益增加,跨国公司纷纷在我国投资建设聚碳酸酯产业。其中由德国Bayer公司和上海氯碱股份有限公司投资建设的该项目预计规模将扩大到20万t/a。
粒子图片



成型注意事项
TPU注塑成型
TPU模塑成型工艺有多种方法:包括有注塑、吹塑、压缩成型、挤出成型等,其中以注塑最为常用。注塑的功能是将TPU加工成所要求的制件,分成预塑、注射和机出三个阶段的不连续过程。注射击机分柱塞式和螺杆式两种,推荐使用螺杆式注射机,因为它有提供均匀的速度、塑化和熔融。
1、注射机的设计注射机料筒衬以铜铝合金,螺杆镀铬防止磨损。螺杆长径比L/D=16~20为好,至少15;压缩比2.5/1~3.0/1。给料段长度
0.5L,压缩段0.3L,计量段0.2L。应将止逆环装在靠近螺杆顶端的地方,防止反流并保持*大压力。
加工TPU宜用自流喷嘴,出口为倒锥形,喷嘴口径4mm以上,小于主流道套环入口0.68mm,喷嘴应装有可控加热带以防止材料凝固。从经济角度考虑,注射量应为额定量的40%~80%。螺杆转速20~50r/min。
2、模具设计
模具设计就注意以下几点:(1)模塑TPU制件的收缩率收缩受原料的硬度、制件的厚度、形状、成型温度和模具温度等模塑条件的影响。通常收缩率范围为0.005~0.020cm/cm。例如,100×102mm的长方形试片,在长度方向浇口,流动方向上收缩,硬度75A比60D大2~3倍。TPU硬度、制作厚度对收缩率的影响见图
1。可见TPU硬度在78A~90A之间时,制件收缩率随厚度增加而下降;硬度在95A~74D时制件收缩率随厚度增加而略有增加。
(2)流道和冷料穴主流道是模具中连接注射机喷嘴至分流道或型腔的一段通道,直径应向内扩大,呈2o以上的角度,以便于
流道赘物脱模。分流道是多槽模中连接主流道和各个型腔的通道,在塑模上的排列应呈对称和等距分布。流道可为圆形、半圆形、长方形,直径以
6~9mm为宜。流道表面必须像模腔一样抛光,以减少流动阻力,并提供较快的充模速度。
冷料穴是设在主流道末端的一个空穴,用以捕集喷嘴端部两次注射之间所产生的冷料,从而防止分流道或浇口堵塞。冷料混入型腔,制品容易产生内应力。冷料穴直径8~10mm,深度约6mm。(3)浇口和排气口浇口是接通主流道或分流道与型腔的通道。其截面积通常小于流道,是流道系统中*小的部分,长度宜短。浇口形状为矩形或圆形,尺寸随制品厚度增中,制品厚度4mm以下,直径1mm;厚度4~8mm,直径1.4mm;厚度8mm
以上,直径为2.0~2.7mm。浇口位置一般选在制品*厚的而又不影响外观和使用的地方,与模具壁成直角,以防止缩孔,避免旋纹。
排气品是在模具中开设的一种槽形出气口,用以防止进入模具的熔料卷入气体,将型腔的气体排出模具。否则将会使制品带有气孔、熔接不良、充模不满,甚至因空气受压缩产生高温而将制品烧伤,制件产生内应力等。排气口可设在型腔内熔料流动的尽头或在塑模分型面上为0.15mm深、6mm宽的浇槽。必须注意模具温度尽量控制均匀,以免制件翘曲和扭变。
3 模塑条件
TPU*重要的模塑条件是影响塑化流动和冷却的温度、压力和时间。这些参数将影响TPU制件的外观和性能。良好的加工条件应能获得均匀的白色至米色的制件。
(1)温度模塑TPU过程需要控制的温度有料筒温度、喷嘴温度和模具温度。前两种温度主要影响TPU的塑化和流动,后一种温度影响TPU的流动和冷却。
a.料筒温度料筒温度的选择与TPU的硬度有关。硬度高的TPU熔融温度高,料筒末端的*高温度亦高。加工TPU所用料筒温度范围是177~232℃。料筒温度的分布一般是从料斗一侧(后端)至喷嘴(前端)止,逐渐升高,以使TPU温度平稳地上升达到均匀塑化的的。
b.喷嘴温度喷嘴温度通常略低于料筒的*高温度,以防止熔料在直通式喷嘴可能发生的流涎现象。如果为杜绝流涎而采用自锁式的喷嘴,则喷嘴温度亦可控制在料筒的*高温度范围内。
c.模具温度模具温度对TPU制品内在性能和表观质量影响很大。它的高低决定于TPU的结晶性和制品的尺寸等许多因素。模具温度通常通过恒温的冷却介质如水来控制,硬度高,结晶度高,模具温度亦高。例如Texin,硬度480A,模具温度20~30℃;硬度591A,模具温度30~50℃;硬度355D,模具温度40~65℃。TPU制品模具温度一般在10~60℃。模具温度低,熔料过早冻结而产生流线,并且不利于球晶的增长,使制品结晶度低,会出现后期结晶过程,从而引起制品的后收缩和性能的变化。
b.压力注塑过程是压力包括塑化压力(背压)和注射压力。螺杆后退时,其顶部熔料所受到的压力即为背压,通过溢流阀来调节。增加背压会提高熔体温度,减低塑化速度,使熔体温度均匀,色料混合均匀,并排出熔体气体,但会延长成型周期。TPU的背压通常在0。3~4MPa。注射压力是螺杆顶部对TPU所施的压力,它的作用是克服TPU从料筒流向型腔的流动阻力,给熔料充模的速率,并对熔料压实。TPU流动阻力和充模速率与熔料粘度密切相关,而熔料粘度又与TPU硬度和熔料温度直接相关,即熔料粘度不仅决定于温度和压力,还决定于TPU硬度和形变速率。剪切速率越高粘度越低;剪切速率不变,TPU硬度越高粘度越大。
不同硬度的树脂粘度与剪切速率的关系(240℃)在剪切速率不变的条件下,粘度随温度增加而下降,但在高剪切速率下,粘度受温度的影响不像低剪
切速率那样大。TPU的注射压力一般为20~110MPa。保压压力大约为注射压力的一半,背压应在1。4MPa以下,以使TPU塑化均匀。c.时间 完成一次注射过程所需的时间称为成型周期。成型周期包括充模时间、保压时间、冷却时间和其他时间(开模、脱模、闭模等),直接影响劳动生产率和设备利用率。TPU的成型周期通常决定于硬度、制件厚度和构型,TPU硬度高周期短,塑件厚周期长,塑件构型复杂周期长,成型周期还与模具温度有关。TPU成型周期一般在20~60s之间。
d.注射速度注射速度主要决定于TPU制品的构型。端面厚的制品需要较低的注射速度,端面薄则注射速度较快。
e.螺杆转速加工TPU制品通常需要低剪切速率,因而以较低的螺杆转速为宜。TPU的螺杆转速一般为20~80r/min,则优选20~40r/min。
(4)停机处理由于TPU高温下延长时间可能发生降解,故在关机后,应该用PS、PE、丙烯酸酯类塑料或ABS清洗;停机超过1小时,应该关闭热。
(5)制品后处理TPU由于在料筒内塑化不均匀或在模腔内冷却速率不同,常会产生不均匀的结晶、取向和收缩,致使制品存在内应力,这在厚壁制品或带有金属嵌件的制品中更为突出。存在内应力的制品在贮存和使用中常会发生力学性能下降,表面有银纹甚至变形开裂。生产中解决这些问题的方法是对制品进行退火处理。退火温度视TPU制品的硬度而定,硬度高的制品退火温度亦较高,硬度低温度亦低;温度过高可能使制品发生翘曲或变形,过低达不到消除内应力的目的。TPU的退火宜用低温长时间,硬度较低的制品室温放置数周即可达到*佳性能。硬度在邵尔A85以下退火80℃×
20h,A85以上者100℃×20h即可。退火可在热风烘箱中进行,注意放置位置不要局部过热而使制品变形。
退火不仅可以消除内应力,还可提高力学性能。由于TPU是两相形态,TPU热加工期间发生相的混合,在迅速冷却时,由于TPU粘度高,相分离很慢,必须有足够的时间使其分离,形成微区,从而获得*佳性能。
(6)镶嵌注塑为了满足装配和使用强度的需要,TPU制件内需嵌入金属嵌件。金属嵌件先放入模具内的预定位置,然后注射成一个整体的制品。有嵌件的TPU制品由于金属嵌件与TPU热性能和收缩率差别较大,导致嵌件与TPU粘接不牢。解决的办法是对金属嵌件进行预热处理,因为预热后嵌件减少了熔料的温度差,从而在注射过程中可使嵌件周围的熔料冷却较慢,收缩比较均匀,发生一定的热料补缩作用,防止嵌件周围产生过大的内应力。TPU镶嵌成型比较容易,嵌物形状不受限制,只要在嵌件脱脂后,将其在200~230℃加热1。5~2min,剥离强度可达6~9kg/25mm。欲获得更牢的粘接,可在嵌件上涂粘合剂,然后于120℃加热,再行注射。此外,应该注意所用的TPU不能含润滑剂。

用途说明

电线·电缆
电力通信电缆;计算机配线;汽车配线;勘探电缆等
其他
各种环形管线;圆形带;V型带;同步带;防滑带等
压 延
软体槽、罐类;薄膜复合片材箱包面料等
吹 塑
各种车辆用箱类;各种容器类
吹 膜
超薄、宽幅薄膜(医疗、卫生用品)
溶 液
熔接料;粘接剂;人造革、合成革、绳、铁丝、手套等涂层

库存图片


公司介绍
 苏州昌仁工程塑胶原料有限公司成立于2008年,是一家以PC,ABS,PA系列,弹性体系列,PBT,SIS,SEBS,CAB,及其他工程塑胶原料生产加工和销售的个体经营企业。公司自创立至今,先后与台湾奇美、台化、韩国SK,韩化,现代,大林,湖南石化,大韩油化,三星,晓星,日本三菱,宇部,帝人,美国埃克森,陶氏,马来西亚石油,新加坡TPC,沙特SABIC,荷兰DSM,英国BP等企业有着*的合作。
苏州昌仁工程塑胶原料有限公司成立于2008年,是一家以PC,ABS,PA系列,弹性体系列,PBT,SIS,SEBS,CAB,及其他工程塑胶原料生产加工和销售的个体经营企业。公司自创立至今,先后与台湾奇美、台化、韩国SK,韩化,现代,大林,湖南石化,大韩油化,三星,晓星,日本三菱,宇部,帝人,美国埃克森,陶氏,马来西亚石油,新加坡TPC,沙特SABIC,荷兰DSM,英国BP等企业有着*的合作。 

企业证书

售后说明
1、物流运费说明
店铺报价不含运费,运费由买家承担,拍下付款后,买家可自行安排自己熟悉的物流上门提货,也可由卖家安排物流,运费提付(货送到后运费直接付给物流即可)。根据到货地址远近,及数量的多少,则运费不同。要货数量越多,运费越便宜。
2、在线下单
因塑胶行情价格波动较大,请用旺旺客服或电话直接询价确认后再拍。
3、退换货政策
到货后请买家仔细确认货物完好后再签收,产品一经拆包,恕不退换,如遇质量问题,请于收到货后72小时内联系卖家协商退货事宜~
4、发票制度说明
本店既可以线下交易也可线上支付交易,已设置默认绑定的是公司账户支付宝,也可换绑私人卡支付宝,请拍前联系旺旺确认账户后再拍,谢谢啦~

电话:0512-53128159/18036153805王经理
传真:0512-53128165
Q Q:57175579
旺旺:昌仁工程塑胶888
地址:江苏省苏州市太仓市浮桥镇华东塑化城
网址:










