C88K系列程控全液压模锻锤采用整体U型铸钢锤身,*大打击能量可做到16KJ~125KJ。现在U形整体机架已*应用,也是标准型。锤身浇成整体可以减去锤架和底座的连接,也消除了分体床身接触面的磨损,提高了锻锤锤身的刚性,从而大大提高锻锤承受偏心打击能力。
C88K系列程控全液压模锻锤锤头的导向是采用装在锤身内侧的可拆换的X形导轨,三面镶入式定位,从而使导轨螺栓不受力,螺栓防松采用进口的防松止退垫圈,杜绝了螺栓的松动。导轨板与锤头的接触面的延伸是交于锤头的中心,这样受热膨胀就不会影响滑动导向间隙,滑动导向间隙可调到很小以保证模具的准确对位。放射形宽导轨的润滑是自动的,一旦停止打击就停供润滑油。
C88K系列程控全液压锻锤打击系统采用大锤头结构,在降低打击速度条件下确保打击能量不受影响;锤头导向长度加长,可提高锻锤工作精度。
C88K系列程控全液压锻锤控制系统可确保打击能量的控制及程控打击的实现,可避免锻锤富余打击能量引起的振动、噪音。全液压模锻锤采用可编程自动控制系统,使每锤的打击能量及每个工件的打击步序均能按需要得到控制,打击系统的振动情况大为改善,打击噪音大大降低,降低了对操作者的技术要求,锻件的精度也相对稳定,设备运行的可靠性及模具的寿命均可得到提高。打击程序编制简单,不需要熟练的计算机人员,甚至半熟练的调整工也能进行调整。控制系统设有常见故障中文显示窗口,一旦出现异常,通过故障显示窗口即很快能找到故障发生的原因,以便能迅速作出处理,缩短维修时间。
C88K系列程控全液压模锻锤可选装专为配套设计的模具自动润滑、物料传送、顶料系统,可通过程序设定与锻锤实现联动,可实现模具润滑的定点、定时、定量控制,达到提高锻锤的生产效率,同时降低操作者的劳动强度的目的。
主要特征先进性
• 程序化控制、数字化输入、全中文显示、“傻瓜式”操作;
• 高度集成的液压控制系统,蓄能器直接安装在阀块上,实现无管联接,提高了液压系统的效率,更有利于设备维护;
• 先进的锥阀式设计,响应速度快,密封性好,不易产生内泄;
• 整体U型铸钢锤身,放射状X导轨结构,锤头导向精度保持性好;
• 触摸式人机界面,故障自动诊断和报警,方便于设备的操作和维护;
• 打击能量的数字化精确控制,避免了打击过程中富余能量的危害;
• 三面镶入式导轨定位,从而使导轨螺丝不受力,螺栓防松采用进口的防松止退垫圈,杜绝了螺栓的松动;
• 系统全液压动力驱动,避免油气互串;
• 可摆动复合油缸及弹性锤杆柔性设计;
• 高低压双重防外泄密封设计;
• 液压系统卸压情况下可进行锤头慢升慢降动作,更换模具操作更为安全;
• 锤头缓冲器采用内部液压缓冲设计,确保安全、有效;
• 可供客户选装的专为程控锤设计的模具自动润滑、物料传送、顶料、去皮等辅助系统,可通过程序设定与锻锤实现联动,可实现模具润滑的定点、定时、定量控制,达到提高锻锤的生产效率,同时降低操作者的劳动强度的目的。
• 可供客户选装的远程监控系统,以利于减少维护工程师到现场的时间和费用,不仅节约大量的人力和物力的成本,同时也能为客户提供更为快捷的服务,减少客户的停机损失。
主要特点
1)高效
独特的全液压动力驱动技术使得液压锤在极短的行程中获得巨大动能成为可能,即短行程高速锻造和高频率的连续锻造成为现实,可与程控锤联动的附加的模具自动润滑系统、顶料系统、物料传输系统、远程监控系统,可以大大减轻操作者的劳动强度、提高工作效率。
2)节能
程控全液压模锻锤的传动效率为65%,为蒸空锻锤的30倍以上。不仅如此,其节能效应还体现在打击能量的精确控制。
3)高精度
整体U形优质铸钢砧座床身,可方便拆换的放射形导轨结构,其精度保持性好。重锤打击能量的有效控制,可避免多余能量的打击,大幅度提高模具的使用寿命及锻锤的可靠性。
4)低噪音
锻锤的噪声是不可避免的,但可降低。如果锻锤打击能量足够,不需要多余能量的打击即能使锻件成形,给足锻件成形需要的打击能量,但不多给,情况就大不一样。
传统锻锤打击能量是不可调的,经常用足*大能量,其实是不需要的。操作人员也习惯于多打几下,实际是多余的。
程控全液压模锻锤可以精确地控制打击能量,特别是重锤打击能量的控制,每一次重击能量都可以调控,可以按设计的程序来控制大能量的打击。这样多余的打击能量控制住了,噪音也会相应的减少。
5)稳定的产品质量
如果锻锤是由人操作,不管多么熟练的工人,也难保持100%的一致,特别换班操作,对同一种锻件更难以得到一致的打击能量和打击次数。数控全液压模锻锤采用电子程序控制,不论谁踩踏板,锻打操作是一致的。对某一特殊零件的工艺如已经编入程序,即可以数码储存起来。以后再锻造同一零件时,只须调出该零件的编码,锻锤即可以进行生产。
6)较低的运行费用
节能不仅是指锤的传动效率高,还包括能量的准确控制带来的节能效益,多余的打击不仅多消耗能量,而且影响设备及模具因吸收多余能量带来寿命问题。
高度集成、结构紧凑的液压动力系统,可减少液压泄漏及液压用油,一般情况下无须补充高压氮气。
7)*的适应性
一个人可以解释一台锻压机可以打多大的锻件。但对锤来说,能打多大的锻件是不好下定义的。
由于锻锤速度快,模具接触时间短,有利于零件的锻造成形,有利于模具寿命的提高。数控全液压模锻锤由于打击能量得到有效控制,因而用于锻制带有薄筋板、形状复杂的而且有重量公差要求的锻件,它的性能和经济优势将得到充分体现。
8)简单的维护与操作
程控全液压模锻锤的特点是设计精简,可以采用标准通用的液压先导阀即可实现充油、排油、调整、打击等基本动作。可通过传感器对液压油的清洁度、温度、压力等进行监察,一旦出现不符合系统运转条件的现象即自动报警,并实现故障的自动诊断及自我保护,停锤甚至停机。与此同时,对可能涉及安全的辅助设施也同样实施尽可能周到的监察,在不符合要求的状态下,不能实现主机的启动运转。
为了便于用户能更好、更快地做好维修、保养工作,全液压锤设有常见故障全中文显示窗口,一旦出现异常,通过故障显示窗口即很快能找到故障发生的原因,以便能迅速作出处理,缩短维修时间。
最新设计的远程监控系统,可减少维护工程师到现场的时间和费用,节约大量的人力和物力的成本,同时也能为客户提供更为快捷的服务,减少客户的停机损失。
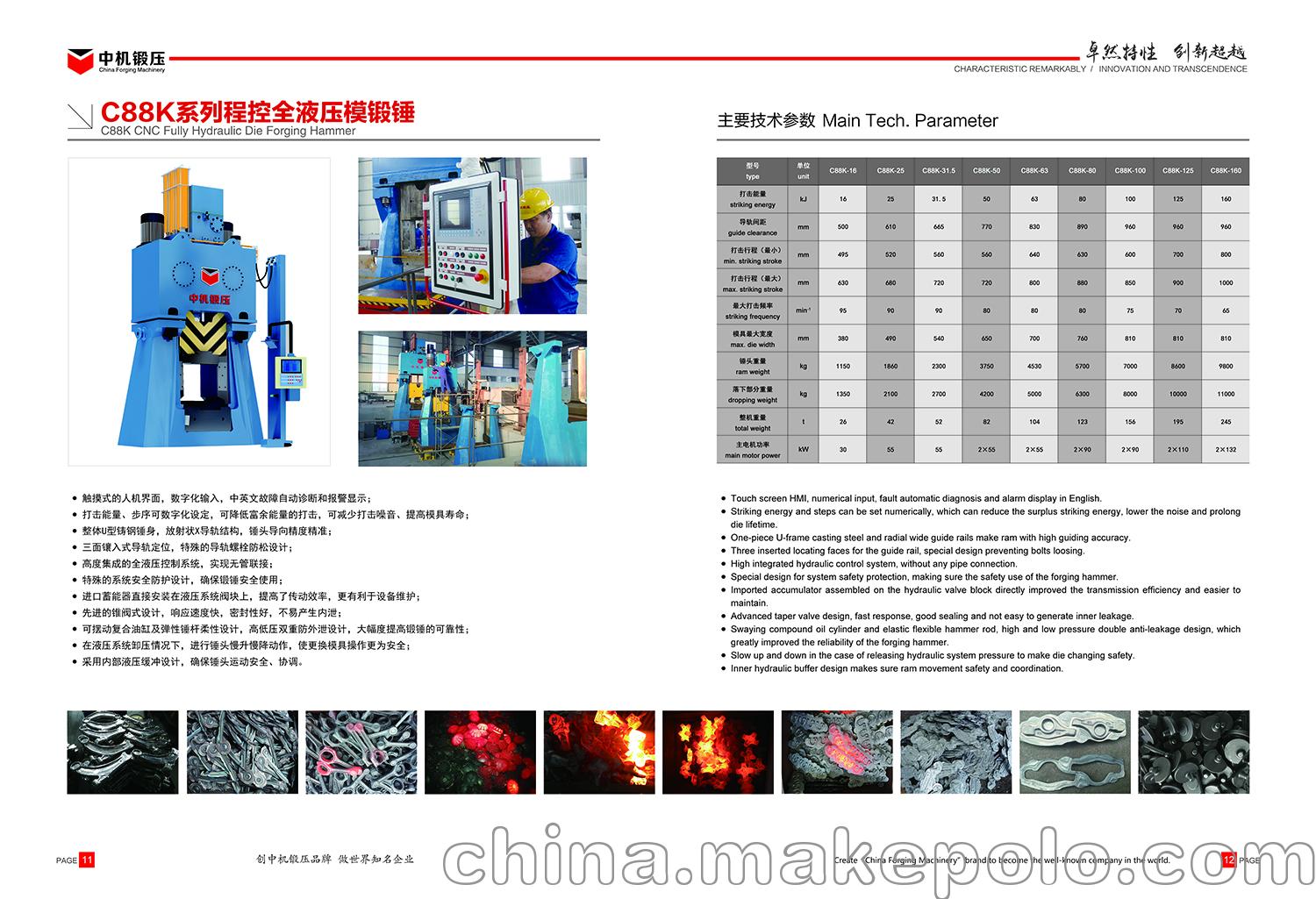
C88K系列程控全液压模锻锤主要技术参数 Parameter
型号 Type单位
C88K-16
C88K-25
C88K-31.5
C88K-50
C88K-63
C88K-80
C88K-100
C88K-125
打击能量 Striking energyKJ
16
25
31.5
50
63
80
100
125
*大打击频率 Max.striking frequencyMin-1
100
90
90
90
80
80
75
70
锤头重量 Ram weightKg
1100
1700
2150
3400
4200
5400
6800
8400
落下部分重量 Weight of Falling partsKg
1350
2100
2700
4000
5000
6300
800
9800
整机重量 Total weightT
26
41
51
80
100
120
150
195
主电机功率 Main motor powerKw
30
55
55
2*55
2*55
2*90
2*90
2*110
注:产品技术参数如有更改恕不另行通知。