常州领帆塑胶新材料有限公司,长期销售帝斯曼旗下各类工程塑料。
一些在PA46生产加工过程中碰到的问题(领帆塑胶新材料经验总结)
我们的工程师,在长期与新客户沟通中,常常会碰到很多第一次使用PA46时所产生的问题。
问题1:注塑成形后产品发脆。
原因:注塑温度过高或呆在注塑机螺杆中的时间过长。
解决:正确设置塑机成型参数及不要让材料在螺杆中停留过长时间
模温
材料熔化温度
喷嘴温度
前端温度
中端温度
后端温度
问题2:注塑成形后有水花。
解决:正确设置烘料温度和时间。
正确的烘料时间
水分含量
时间
温度
[%]
[h]
[℃]
[°F]
0.1-0.2
2
80
176
0.2-0.5
4-8
80
176
>0.5
<100
or24
80
105
176
221
水份含量:由于DSM包装是真空抽气包装,在出厂时每袋塑料都是真空状态。所以,水份含量在0.1-0.2之间,但是,在运输过程中或是后续拆包后,长时间未使用,这些都可导致材料在空气中吸收水份。这时候,我们建议烘料时间控制在水份含量在0.2-0.5的设置。
尊敬的客户:鉴于注塑成型过程中的各种突出问题,在这里限于篇幅。我们这里不一一提供参考数据。但是,你可以拨打我们的销售电话咨询。
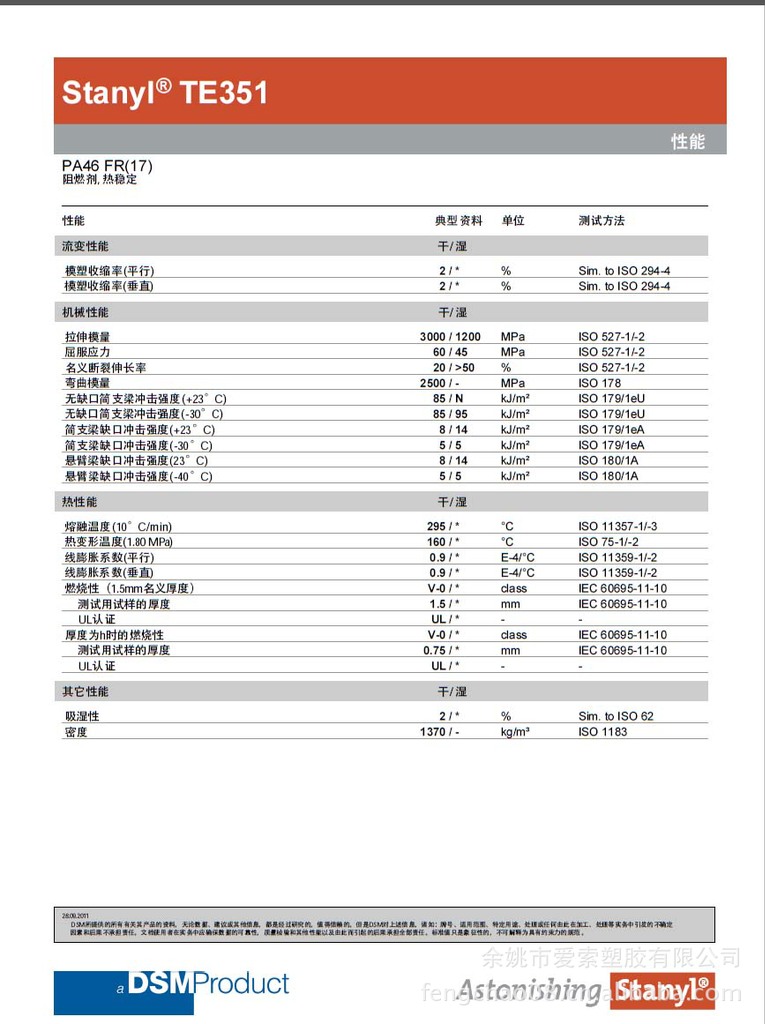
下图是产品的性能表,产品设计时及开模时,需要的相关数据可以直接套用